附箱")
服務(wù)熱線:13912930273
網址:www.91chuangtou.com
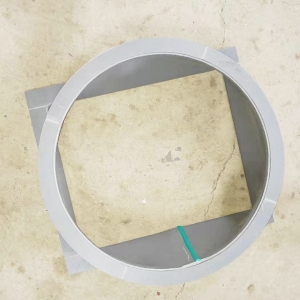
PP風管彎頭在(zài)通風係(xì)統中起著改變風向的重要作(zuò)用。以下(xià)是製作 PP 風管彎(wān)頭的詳細步驟:
一、材料和工具準備
材料
PP 板材:根據風管的尺寸和彎頭的設計要求(qiú),選擇合適厚度和規格的(de) PP 板材。一般來說,板材厚度在 3 - 10mm 之間,具體取決於風(fēng)管的工(gōng)作壓力和尺寸大小。
焊條:用於焊接 PP 板材,應選用與 PP 板材材質相匹配的專用 PP 焊條,以確保良(liáng)好的焊接質量。
工(gōng)具
手動熱風機(jī):這是(shì)製作 PP 風(fēng)管彎(wān)頭的關鍵工具,用於加熱 PP 板材使(shǐ)其軟(ruǎn)化,以便(biàn)進行彎曲(qǔ)和焊接。
切割工具:如電鋸、手動切割刀等,用於將 PP 板材(cái)切割成合適的形(xíng)狀(zhuàng)和(hé)尺寸。
夾具(jù):包括各種夾子、卡(kǎ)箍等,用於在加熱和彎曲過程中固定 PP 板材,防止其變形失控。
焊接工具:如焊槍,用於將 PP 焊條熔(róng)化並填充在板(bǎn)材(cái)的拚(pīn)接處,實現焊接。

二、彎頭設計和尺寸確(què)定
角度確定
根據通風(fēng)係統的實際需求,確定彎頭的角度(dù)。常見的彎頭角度有 90°、45°、60° 等。角(jiǎo)度的(de)準確性直(zhí)接影響到風管內氣流的(de)順暢程度。
半徑計算
彎頭的曲率半徑對於減少風阻非常重要。一般建議曲率半徑不小於風管直徑的 1.5 倍。例如(rú),如果風管直徑為 200mm,那麽彎(wān)頭的曲率半徑不小於 300mm。根據確定的半徑和角度,計算出製作彎頭所需 PP 板材的形(xíng)狀和尺寸。
三、PP 板材切割
放樣
根據計算好的尺寸(cùn),在 PP 板材上(shàng)進行放樣。可以使用量具和模板,將彎頭的輪廓精確地畫在板材上。對於複雜形狀(zhuàng)的彎頭,可能需要進行(háng)多次測量和放樣,以確保準確性。
切(qiē)割
使用電鋸或手(shǒu)動(dòng)切割刀,沿著放樣線將 PP 板材切割下來。切割過程中要注意保持切割邊緣的平整和垂直(zhí),避免出現斜邊或毛刺,以免影響後續的(de)焊接和安裝質量。
四、加(jiā)熱(rè)和彎曲
加熱(rè)
使用(yòng)手(shǒu)動熱風機對切割好的 PP 板材進行加熱。將熱風機的出風口對準板材(cái)需要彎曲的部位,均勻地移動熱風機,使板材受熱均勻。加熱溫度一般控製在 160 - 180℃之間,這個溫(wēn)度範圍可以使 PP 板材達到合適的軟化程度(dù)。
彎曲(qǔ)
在板材軟化後,迅速使用夾具將其固定在預先設計好的模具或形狀(zhuàng)上進(jìn)行彎曲。彎曲過程要緩慢而穩定,確(què)保板材能夠按照(zhào)設計要求成型。如果在彎曲過程中發現板材冷卻過快而變硬,可以再次使用熱(rè)風機加熱,繼續彎曲操作。
")